Технологічні особливості зневоднення гідроксиду алюмінію

Агафонов Олексій
(Миколаїв, Україна)
Нестеренко Тетяна
(Запоріжжя, Україна)
ТЕХНІЧНІ НАУКИ
(Металургія)
ТЕХНОЛОГІЧНІ ОСОБЛИВОСТІ ЗНЕВОДНЕННЯ ГІДРОКСИДУ АЛЮМІНІЮ
Реагенти в системі промивання фільтрів поширено використовують у чорній металургії, В промисловій практиці новітніх глиноземних підприємств використовують фільтри (дискові, тарільчасті та ін.), в яких гостра пара (під тиском 0,6 МПа) подається на поверхню кеку без додавання будь-яких реагентів. Тому дослідження особливостей технології зневоднення гідроксиду алюмінію, що надходить на кальцинацію, є актуальним завданням.
Чистота вихідного гідроксиду алюмінію визначає чистоту та якість товарного глинозему. Для зниження вологості продукційного гідроксиду алюмінію, зменшення витрати палива під час кальцинації, стабілізації роботи вузла фільтрування, підвищення продуктивності печей кальцинації і якості глинозему шляхом поліпшення відмивання гідроксиду алюмінію (зменшений вміст лугу, що відмивається) та зниження витрати води на промивання сучасні глиноземні підприємства використовують зневоднювачі. Як зневоднювальні реагенти застосовують синтетичні поверхнево-активні речовини. Для зниження вологості кеку на стадії фільтрування та зневоднення в умовах діючого виробництва запропоновано застосовувати зневоднювальний реагент Nalкo 85488, який є сумішшю нейоногенних поверхнево активних речовин.
Для визначення оптимальної витрати реагенту Nalкo 85488 під час розпилення на поверхню кеку проведено декілька етапів дослідження зі зміненням кількості реагенту від мінімальної кількості 10 г/т глинозему до максимальної 80 г/т глинозему з кроком 10 г/т. При кожному режимі, в тому числі й холостому, знімалися показання технологічних параметрів фільтра і відбиралися три проби гідрату алюмінію. У гідратах алюмінію визначалася масова частка вологи та отмивного лугу (рис. 1).
З наведених даних випливає, що при збільшенні дозування від 0 до 40 г/т Al2O3 c кроком 10 г/т відбувалося помітне зниження вмісту вологи. При збільшенні дозування реагенту Nalкo 85488 до 50, 60, 70 і 80 г/т вміст вологи істотно не змінювався. Встановлено, що при продуктивності фільтра 59,4−64 т/год відфільтрованого гідроксиду алюмінію (гідрату) оптимальне дозування знезводнювального реагенту Nalкo 85488 становить 40 г/т Al2O3.
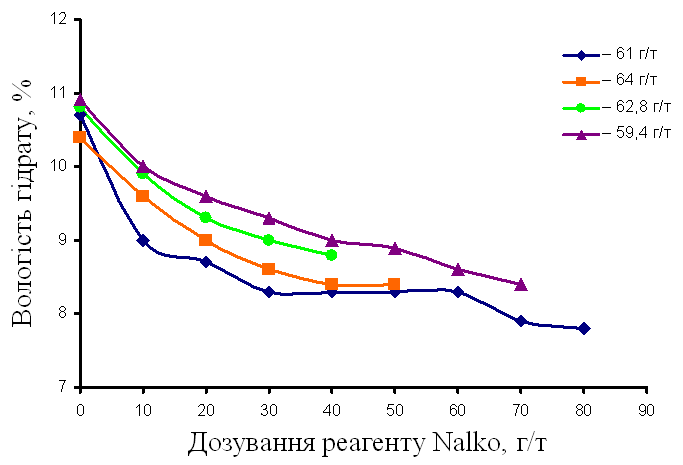
Рис. 1. Вплив дозування зневоднювача Nalкo 85488 на вологість гідроксиду алюмінію за різної продуктивності фільтра за гідратом
Для замінення зневоднювача Nalкo 85488 дешевшим реагентом POLYPAV-С16 (ЕО), виготовленим ТДВ «Пологівський хімічний завод «Коагулянт», на барабанному фільтрі виконано промислові випробування оцінюванням вологості гідроксиду алюмінію (рис. 2).
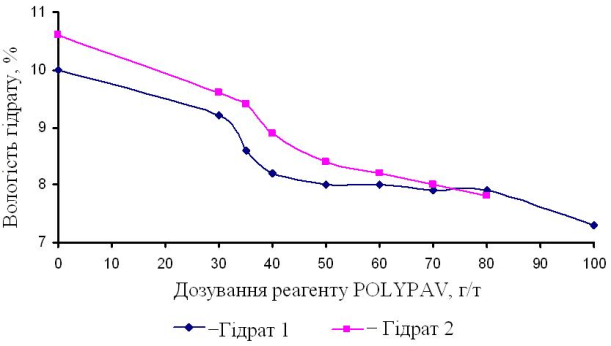
Рис. 2. Впливу дозування зневоднювача POLYPAV-С16 на вологість гідроксиду алюмінію при різних за складом гідратах
Під час обробки знезводнювачем POLYPAV-С16 із дозуванням 50 г/т Аl2О3 гідрату №1 з нормальним фракційним складом (вміст фракції < 5 мкм − 3, 3%, < 20 мкм − 7,4 %, < 45 мкм − 31,4 % ) вологість відфільтрованого гідрату знижується до 8,0 %, що на 2 % нижча за вологості вихідного гідрату. При обробці знезводнювачем POLYPAV-С16 дрібнішого гідрату №2 з фракційним складом (вміст фракції < 5 мкм − 4,9 %, < 20 мкм − 12,3%, < 45 мкм − 37,8 %) із дозуванням 50 г/т Аl2О3, вологість відфільтрованого гідрату знижується до 8,8 %, що на 1,8 % менша за вологості вихідного гідрату.
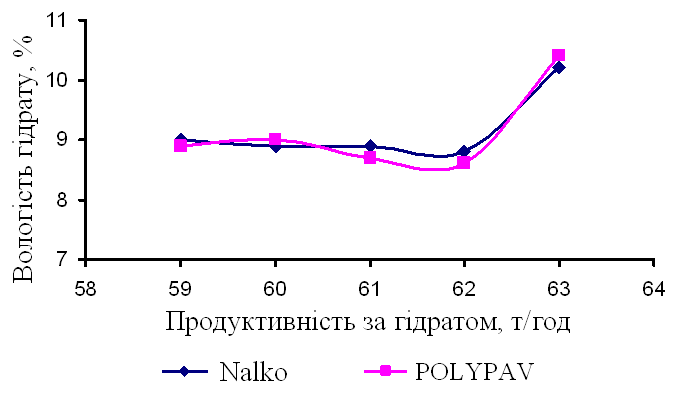
Рис. 3. Порівняння впливу зневоднювачів Nalкo 85488 і POLYPAV-С16 на вологість гідроксиду алюмінію при різній продуктивності за гідратом
Виконано порівняння показників фільтрування по черзі на одному і тому самому фільтрі із застосуванням знезводнювачів Nalkо 85488 і POLYPAV-С16 (рис. 3). З урахуванням припустимої похибки аналізу, однакова вологість в відфільтрованому гідраті 8,8−8,9 % отримана при дозуванні 50 г/т А12О3 реагенту POLYPAV-С16 і при дозуванні 40 г/т А12О3 реагенту Nalкo 85488.
Експериментально встановлено, що при середньому гранулометричному складі гідрату алюмінію і продуктивності по вологому гідрату близько 61 т/год масова частка вологи в гідраті на порівняльному етапі склала 10,8 %, а при використанні реагентів вологість 8,8 %, тобто на 2 % менша.
Висновки. Підтверджено доцільность та економічність використання зневоднювальних реагентів Nalkо 85488 і POLYPAV-С16 для зневоднення гідроксиду алюмінію, що надходить на кальцинацію.
Науковий керівник: кандидат технічних наук Нестеренко Тетяна Миколаївна